手 机:138-5197-1691
传 真:025-56222585
邮 箱:3090119493@qq.com
地 址:南京溧水区明觉工业园1号
网址 : www.xcqyj.com
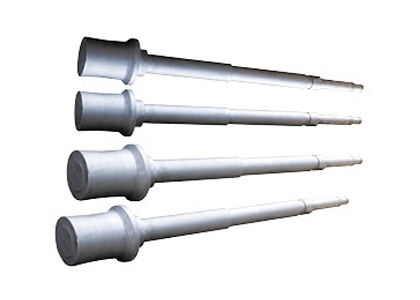
在现代轧钢生产中,步进式加热炉悬臂辊长期承受钢坯重载与炉膛高温的双重考验,其运行精度直接决定钢坯输送的平稳性和炉体维护周期。悬臂辊作为输送设备的核心传动末端,其轴承座装配间隙控制与联轴器对中调整是影响设备寿命与生产效率的关键工艺环节。
悬臂辊的设计与装配挑战
悬臂辊的传动端与支撑端位于炉体同一侧,辊体伸入炉内,依靠轴承座支撑并传递扭矩。由于炉内温度通常在1000℃以上,热量沿辊轴向外传导,导致轴承座区域面临较高热辐射和热传导影响。若装配间隙控制不当,轴承在高温下可能因膨胀量超出预留间隙而发生卡滞或游隙异常,进而加剧磨损和振动。
传动联轴器的径向误差与角度误差如超过允许范围,将引起附加动载荷,使悬臂辊运行不平稳,严重时导致轴承损坏或辊轴疲劳断裂。因此,需从装配工艺标准与现场检测手段两个维度进行优化,确保悬臂辊的长期可靠运行。
轴承座间隙与联轴器对中精度控制
工程实践中,装配人员需依据图纸和规范,明确轴承座各部位配合公差。对于常用调心滚子轴承,轴承座内孔与轴承外圈的配合通常选用H7公差带,轴承内圈与轴的配合则根据载荷特性选用k6或m6。装配前必须使用内径千分尺和外径千分尺分别测量轴承座内孔与轴颈尺寸,确保实测值位于设计允许范围。轴承座端盖与轴承外圈之间的轴向间隙需根据设备运行温度计算热膨胀量,通常预留0.15至0.25mm间隙。若间隙不足,轴承受热膨胀后可能产生轴向预紧,导致温度急剧升高;若间隙过大,则转子轴向窜动增加,影响钢坯定位精度。
联轴器对中精度直接影响传动轴的受力状态。现场通常采用双表法或激光对中仪进行测量。径向偏差一般要求不超过0.05mm,角度偏差不超过0.05/1000。对于采用弹性柱销联轴器的悬臂辊,需在冷态下完成粗对中与精对中两步调整,并在热态下进行复核,以补偿设备热膨胀引起的位移变化。对中合格标准应以联轴器两端面间隙均匀一致且径向跳动符合文件要求为准。

冷却系统结构优化措施
在改善装配工艺的同时,需优化轴承座冷却结构以降低轴承工作温度。原设计中冷却水道常采用直通式结构,冷却水在套筒内流动路径短,换热效率偏低。实践中可将其改进为螺旋导流式水道,延长冷却水在套筒内的停留时间并增加传热面积,使轴承座外壁温度降低20℃以上,有效防止润滑脂高温碳化失效。同时,在轴承座靠近炉体一侧加装隔热板,采用陶瓷纤维或硅酸铝毡等隔热材料,阻断热辐射直接作用在轴承座上。
装配工艺标准化实施要点
装配前须对所有零部件进行清洗与检查,特别是轴承座内腔、轴颈和键槽部位,不得存在毛刺或铁屑。使用热装法装配轴承时,加热温度应控制在80℃至100℃之间,严禁使用明火直接加热。装入后需使用塞尺或百分表检查轴承轴向游隙,确认满足设计要求后方可紧固端盖螺栓。联轴器安装时需检查键与键槽的配合,并按照规定的拧紧力矩分两次紧固螺栓。装配完成后应进行盘车检查,观察旋转灵活性,并使用测振仪测量空载运行下的振动值,确保处于正常范围。
联系人:刘荣兵
电话:138-5197-1691
邮箱:3090119493@qq.com
地址:南京市溧水区石湫镇明觉工业园1号
Copyright © 2019 南京欣灿奇冶金设备有限公司 All rights reserved. 营业执照