手 机:138-5197-1691
传 真:025-56222585
邮 箱:3090119493@qq.com
地 址:南京溧水区明觉工业园1号
网址 : www.xcqyj.com
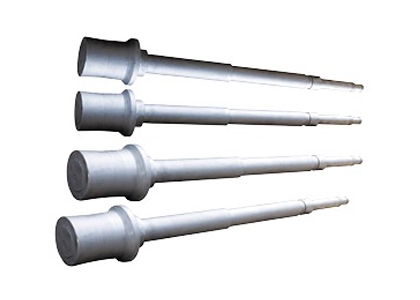
悬臂辊锻造工艺:加热钢锭至1200~1250℃,保温时间7~9小时;然后锻造成辊坯,并对辊坯进行热处理和车削加工;冶炼工艺:按照上述化学组分及其重量百分比配置钢材原料,在电弧炉中进行初步熔炼,熔炼完成后将钢水置于精炼炉中对钢水进行精炼,精炼温度为1590~1650℃;检测并调整各化学组分含量至合格后,调节温度至1500~1560℃出钢,采用模铸形式浇注成钢锭;
调质淬火处理及机械加工:得到的辊坯进行调质淬火处理;该调质脆火处理的淬火温度970~990℃,淬火时间8~14h,回火温度580℃~630℃,回火时间10~20小时,且调质淬火处理后精车热轧辊工作面到规定尺寸;
终热处理:在1010~1060℃的温度下对热轧辊进行整体淬火处理,冷却方式为喷水冷却;以及,将热轧辊进行回火处理,回火温度为500~550℃,然后空冷至室温;回火完成后,按照所需尺寸对热轧辊的各部位再次进行精加工,得到该悬臂辊。

联系人:刘荣兵
电话:138-5197-1691
邮箱:3090119493@qq.com
地址:南京市溧水区石湫镇明觉工业园1号
Copyright © 2019 南京欣灿奇冶金设备有限公司 All rights reserved. 营业执照