
手 机:138-5197-1691
传 真:025-56222585
邮 箱:3090119493@qq.com
地 址:南京溧水区明觉工业园1号
网址 : www.xcqyj.com

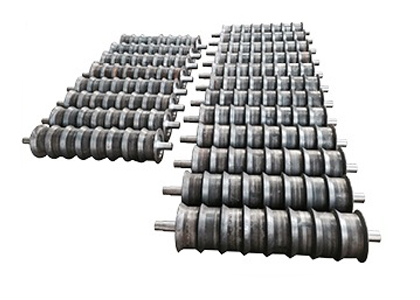
裙板辊道的现状是什么样?裙板辊道由186 个辊组成,每个辊由一台变速交流电机驱动,共分为三段。附近耐热耐磨辊道厂家各段速度可单独控制,为实现钢的正确制动以及前后倍尺钢头尾的分离,在生产中辊道速度可在大于轧机速度的15%范围内变化。通常设定1#段辊道速度超前轧机速度+ 5%,2#段辊道超前+ 10%,3#段辊道为+15% (实际速度在生产轧制中可调)。这样倍尺钢经裙板辊道传输后,附近耐热耐磨辊道厂家就拉开了一定的距离,以便分钢:即前一根钢被收集到制动裙板时,而后-根钢仍由辊道传输。

由于冷床裙板辊中间的托料部分直接安装于炉内,而锥段和轴承支撑部分分别安装于炉壁内和锻烧炉之外,冷床裙板辊的不同部位的温度梯度很大,因此炉底辊一般由筒体、锥体和轴相互焊接而成,附近耐热耐磨辊道厂家为了减小对锥体内表面的烧损,在锥体内侧设计有隔热板。为保证高温板坯的平稳输送,要求辊轴不变形、外辊环耐热耐磨。现在大家了解了裙板辊再冶金方面的应用了吧,只有了解其作用,附近耐热耐磨辊道厂家才能更好地使用。而且为了确保裙板辊的性能良好,延长使用寿命,要定期进行检查维护。

在生产的过程中,总是有这样的那样的突发事件发生,也有一些我们明知道怎么回事却是长期也解决不了的问题。这些问题往往给我们的工作带来了麻烦与诸多困难。附近耐热耐磨辊道厂家例如进炉悬臂辊道近期出现的现象,不仅给生产同仁们带来了麻烦,同时影响了生产进度与生产质量。这些都是一个成熟的企业所不允许的。如果一个问题长久没有解决,那就需要所有人一起去探讨实践,改变现状。说一下我们的生产线,进出料的方式为炉内悬臂辊侧进侧出的方式,这种生产方式早已被确定为一种成熟的生产方式,无需再去探讨。附近耐热耐磨辊道厂家进炉悬臂辊道有8条,出炉悬臂辊道有9条,已足够企业的生产所需。这些全部的悬臂辊道都都采取循环水冷却,并且水冷却为强制水冷却。问题就出现在下面。在生产过程中,我们的生产同仁逐渐发现,悬臂辊道有漏水现象。这引起了领导的重视,经查看,漏水部分为棍子端部往内部漏水。

由于悬臂辊是采用在氮氢保护气氛下,管内由天然气或焦炉煤气燃烧提供热能,通过管外辐射传热方式,将匀速运行的带钢从常温迅速均匀加热到750度-950度,从而提高生产效率和延长加热炉的使用寿命。但是在实际操作过程中,附近耐热耐磨辊道厂家应该避免加热过度而影响工件的内部结构,其中普遍的现象便是过热。过烧与过热没有严格的温度界线。一般以晶粒出现氧化及熔化为特征来判断过烧。对碳钢来说,过烧时晶界熔化、严重氧化工模具钢(高速钢、Cr12型钢等)过烧时,晶界因熔化而出现鱼骨状莱氏体。附近耐热耐磨辊道厂家铝合金过烧时出现晶界熔化三角区和复熔球等。锻件过烧后,往往无法挽救,只好报废。

悬臂辊制作的时候是从直径为60mm--1600mm的多种国际材质中经过耐热合金钢烧制而成的,其不同的种类是在不同的温度范围中烧制的,有850摄氏度一直到1200摄氏度的,同时使用的材质也是有所不同的,有适合普碳管的、油井管、不锈钢管等退火的处理,附近耐热耐磨辊道厂家尤其是如果是制作产品质量要求更高的话则需要连续退火处理生产线用更大口径的模子制作。棒材悬臂辊长时间使用不容易磨损,耐磨性能好,使用寿命长,是碳套使用寿命的3--5倍,并且可以回收再利用,在这个讲究环保、绿色、节能的大环境下,其无疑是一个给力的证明。附近耐热耐磨辊道厂家使用过的旧辊经过重新加工后可以再次使用,这样来说就大大的延长了使用寿命,降低了生产成本。
选购上来说,并不说便宜,就放在心上,要知道现在的山寨货也是很多的,所以炉底辊的质量是重要的。先是品牌,还有性能的选择,这样起码在使用的时候,才会有保证。附近耐热耐磨辊道厂家同样的要寻找手续齐全的商家才可以,这样起码还有后期的保修保证。那么买到合适的加热炉悬臂辊以后,接下来就是安装环节。在安装的时候,也需要顾及周边的环境。附近耐热耐磨辊道厂家需要工作人员按照相关的程序操作去安装,不能勉强或者说是随意,毕竟这样是会留下安全隐患的。说不定就在未来的某天,这些隐患就慢慢的暴露出来,增添一些不必要的麻烦。
联系人:刘荣兵
电话:138-5197-1691
邮箱:3090119493@qq.com
地址:南京市溧水区石湫镇明觉工业园1号
Copyright © 2019 南京欣灿奇冶金设备有限公司 All rights reserved. 营业执照



