
手 机:138-5197-1691
传 真:025-56222585
邮 箱:3090119493@qq.com
地 址:南京溧水区明觉工业园1号
网址 : www.xcqyj.com

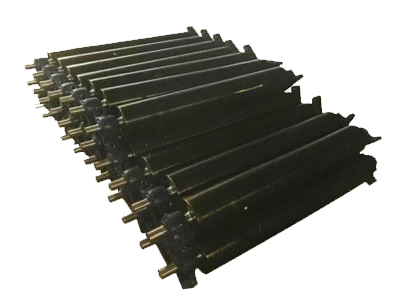
本实用新型属于热轧钢机技术领域,尤其涉及一种耐热耐磨热轧钢机辊道辊子。目前,在轧制各种型号、规格的轧钢生产线上,各类输送辊道、工作辊等装置是必不可少的重要设备之一,现有各输送耐热耐磨辊道上的辊子及工作辊的结构一般都采用整体锻造、铸造加焊接、合金无缝焊接等结构,辊子在工作过程中,由于其上辊身和辊轴部位的工况不同,因此,专业悬臂辊公司对其性能要求也就不同;但是现有结构的耐热辊道由于是整体或焊接结构,各个部位的材质性能均相同或相近,这就不能同时满足生产需要的各个部位的性能要求,专业悬臂辊公司这就导致耐磨辊道的寿命较短、更换频繁,使得生产成本较高。
在棒材连轧生产过程中,裙板辊经过去除拨钢器,加装裙板辊道盖板和护板,固定裙板前6米加装热金属探测器,裙板辊中位停止时间设置为0等措施的实施,专业悬臂辊公司使不同长度的倍尺钢上冷床的位置更加合理准确,更利于调整,大大降低了生产事故的发生,为提高轧制速度创造了有利条件,提高了产量和成材率。棒材连轧生产中存在的倍尺钢上冷床的位置问题、倍尺钢上冷床“编花”现象和裙板的磨损问题、甩尾问题,专业悬臂辊公司分析了这些问题的原因,并提出了相应的解决措施。

加热炉悬臂辊的相关知识。重要的一个原因就是在运行的过程中,出现变形的状况。专业悬臂辊公司高温性能那也是比较稳定的,这就充分保证了炉底辊在运行过程中的工作保证。而现在加热炉悬臂辊的出现,也弥补了传统炉底辊在性能上的一些缺陷,也大大的提高了工作量和更换的次数。它的使用寿命也是比较长的,而且也不容易磨损,就拿使用寿命来说,起码也比传统的加热炉悬臂辊好很多倍。眼下,专业悬臂辊公司这优点就是它可以反复的使用,而并不是一次性使用的,就不能使用,又或者是不能继续反复使用等等。

针对这种情况,将炉辊炉底辊原设计的出水口改为进水口,当铜套脱离定位螺钉的限制后,由于水的流向改变,将使铜套远离出水口。这个方法一经使用,立即收到效果,水流通道打开,温度下降。由于加热炉悬臂辊运转时产生的振动,或是因为不旋转的进水管与旋转的炉辊炉底辊存在着一定的不同心等原因,会产生铜套移出将出水口堵塞的情况。专业悬臂辊公司在这种情况下,利用进水管外径上的一个台阶,增设一个隔离环,不让铜套靠近出水口,从而保证了水流通道的畅通。炉底辊在生产线的摆动段上,由于振动较大,造成悬臂辊炉底辊内部不锈钢支承架折断,水管堵塞进出水口。专业悬臂辊公司解决方法是,在旋转接头与炉辊之间,加一个10mm垫片,将出水口移开lomm,水流即可通过。

对于悬臂辊散热轴承应定期进行清洗,清洗时应拆卸下悬臂辊装配散热轴承,先记录好悬臂辊装配散热轴承的外观,确认其中润滑剂的残存量,取样检查用的润滑剂之后再清理悬臂辊散热轴承。专业悬臂辊公司通常使用汽油或者煤油作为清洗剂。拆下来的悬臂辊散热轴承分为粗清洗以及细清洗两种,分别放在容器里面,先放上金属的网来垫底,使得悬臂辊散热轴承不直接接触容器里面的污染物。专业悬臂辊公司进行粗清洗的时候,如果悬臂辊散热轴承中含有污染物进行旋转,将会损伤悬臂辊装配散热轴承的滚动面,应当多加注意。在粗清洗油中,利用刷子先清除掉悬臂辊装配散热轴承表面的润滑脂以及黏着物。先进行大致的清洁后,转入到精洗。精洗时,将轴承在清洗油中一边旋转,一边仔细的清洗。另外,清洗油也需要保持清洁。
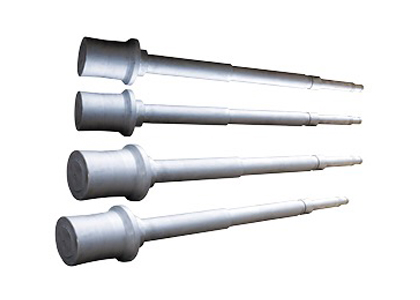
由于冷床裙板辊中间的托料部分直接安装于炉内,而锥段和轴承支撑部分分别安装于炉壁内和锻烧炉之外,冷床裙板辊的不同部位的温度梯度很大,因此炉底辊一般由筒体、锥体和轴相互焊接而成,专业悬臂辊公司为了减小对锥体内表面的烧损,在锥体内侧设计有隔热板。为保证高温板坯的平稳输送,要求辊轴不变形、外辊环耐热耐磨。现在大家了解了裙板辊再冶金方面的应用了吧,只有了解其作用,专业悬臂辊公司才能更好地使用。而且为了确保裙板辊的性能良好,延长使用寿命,要定期进行检查维护。
联系人:刘荣兵
电话:138-5197-1691
邮箱:3090119493@qq.com
地址:南京市溧水区石湫镇明觉工业园1号
Copyright © 2019 南京欣灿奇冶金设备有限公司 All rights reserved. 营业执照



